二十四年行业经验
7X24小时/热线: 0318-8261828
二十四年行业经验
7X24小时/热线: 0318-8261828


全国咨询热线:0318-8261828
手机:13303188448
电话:0318-8261828
传真:0318-8261828
QQ:1195850795
地址:河北枣强县创业南路8号

冷芯机设备资料
一、冷芯机制芯盒工艺简介
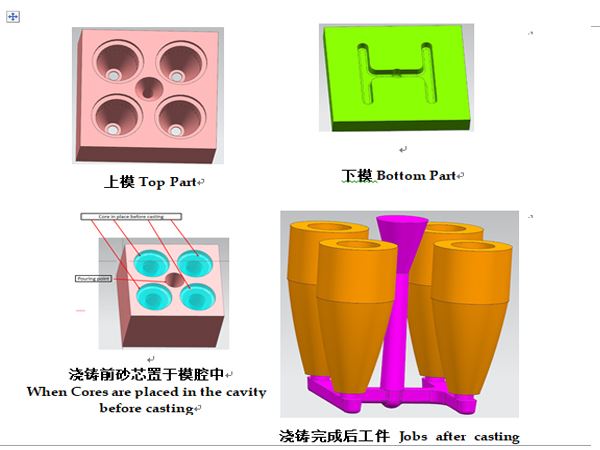
三乙胺法冷芯盒工艺即酚醛氨基甲酸乙酯工艺,是冷芯盒制芯工艺方法中目前应用最广泛的一种;其制芯工艺过程是,在定量原砂中按工艺配比加入组分Ⅰ酚醛树脂和组分Ⅱ聚异氰酸酯的双组分粘结剂,在混砂机中混均匀后得到冷芯砂,利用射芯机紧实到芯盒中,再藉助气体发生器,以干燥的压缩空气或氮气等为载体将定量的雾化或汽化的三乙胺催化剂通过吹气板吹入芯盒,将双组分粘结剂中的羟基和异氰酸催化变成尿烷而硬化,继而靠载体气体清洗出芯砂中残余的三乙胺,得到具有一定强度、满足工艺要求的砂芯。
冷芯盒法制芯工艺用的芯盒不需加热,免去了芯盒热变形,砂芯精度高,芯盒寿命长,芯盒材质可视生产批量大小等条件选用钢、铸铁、铝、塑料、木材等。冷芯盒制芯工艺化学反应迅速,固化周期短,生产效率高,砂芯发气量较低,溃散性好,易清砂,铸件表面光洁,废品率低,综合成本低,易于组织自动化生产,经济效益显著。
二、原料
1、原砂:使用袋装或烘干型的清洗砂,其要求为:粒度:40/70;sio2含量≧90%;含泥量≦0.3%;微粉含量≦0.5%;砂温度要求在0-40℃
2、树脂:采用冷芯盒树脂,包括组分Ⅰ和组分Ⅱ两个部分;组分Ⅰ为冷芯盒树脂,其主要成分苯醚基的酚醛树脂(淡黄色);组分Ⅱ为活化剂,其主要成分聚异氰酸脂(深棕色)。
3、催化剂:催化剂为三乙胺。
三、混砂工艺
1、工艺配方:原砂:100kg;组分Ⅰ树脂:0.7-1.0kg;组分Ⅱ活化剂0.7-1.0kg。
2、混砂工艺:加入树脂后混砂时间在30-60S出砂,装载带冷芯机设备制芯;混砂时间过短会导致混砂不均匀,时间过长则会导致砂芯强度降低。
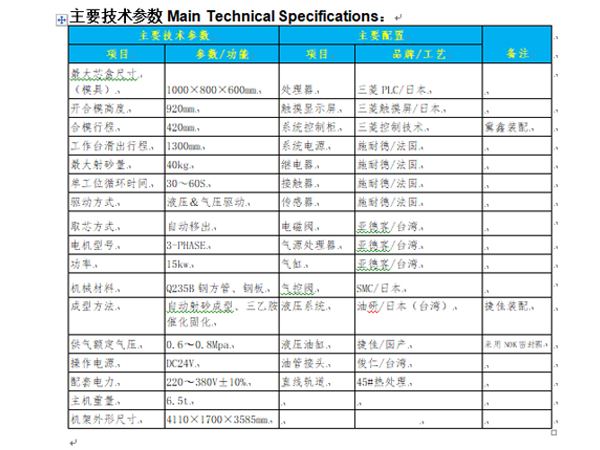
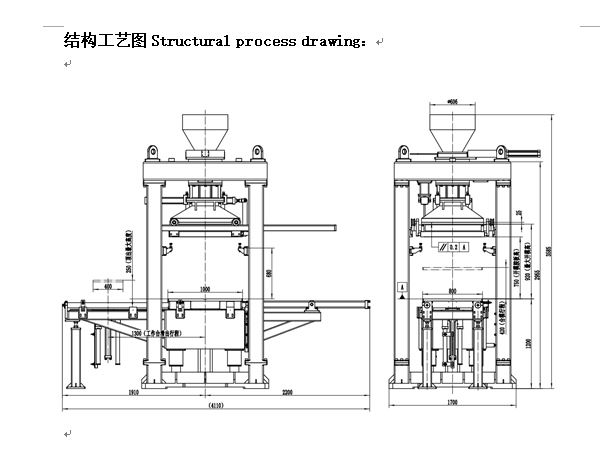
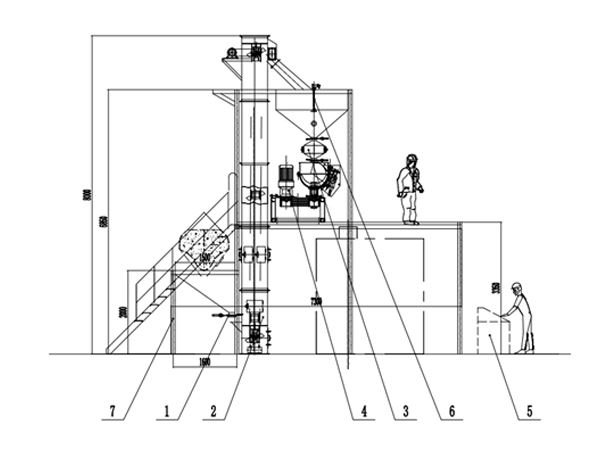
四、冷芯机设备
1、包括:冷芯机主机、三乙胺发生器、混砂机、上砂机、自动控制系统等。
2、设备图片:
五、制芯
1、制芯操作前,要先检查、清洁芯盒、模具、喷脱模剂。
2、确保排气塞畅通、射沙板、催氨板必须畅通、密封。
3、三乙胺发生器预热到90--110℃。
4、原料砂必须充分干燥,混合好的沙料及时使用。
5、成品砂芯放置时间不能过长、放置环境湿度需要控制、浇注前可以烘干干燥。
6、班后进行全面清沙处理。
信息来源:http://www.jgmoju.com